
「入稿データ形式はSTLで」って言われたけど、3Dプリンタで扱うSTLデータってナニ?
おはようございます、こんにちわ、こんばんわ
大手3Dプリント出力サービス「DMM.make」さんの3Dデータのルールにおいて、TOPに書かれている「データ対応形式」。
そんなデータ対応形式の一覧には『3Dデータ:STL、3MF、OBJ、3DS、STEP、IGES、PLY、VRML・WRML形式』と記載されています。
一番最初の書かれているこのSTLというデータ形式を皆さんはご存じでしょうか?
今回は3Dプリンタでの出力には欠かせない「STLデータ」について解説していきます。
3Dプリントに欠かせないSTLファイル形式とは
まずはSTLデータとは何かについて。
STL(Stereolithography)データは米国のスリーディー・システムズが開発した3次元CADソフト用のファイルフォーマットとして開発されたファイル形式です。
3Dプリンタ業界では、最も広く使われているファイル形式と言って過言の無いファイル形式です。
STLデータでは、3次元データを3角形(ポリゴン)の集合体で表現するシステムとなっています。
そのため単純な立方体であっても面を表現する際には3角形で表されます。
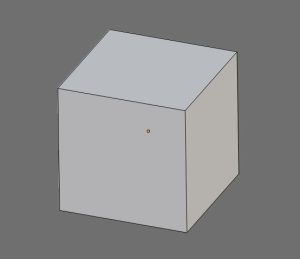
(図1)CADデータにおける立方体
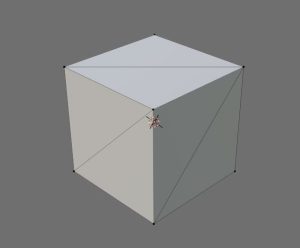
(図2)STLデータにおける立方体
CADデータで作る単純なソリッドの立方体もSTLに変換すると12枚のポリゴンで表現されます。
ポリゴンは点と直線の組合せとなっているので、曲面を表現できません。
そのため、曲面や曲線を表現する際はポリゴンを細かくする(点を増やす)ことで擬似的に曲面を表現しています。
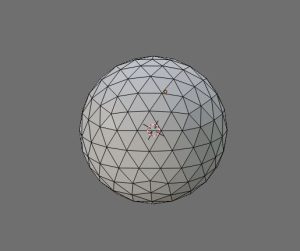
(図3)STLデータにおける球体モデル
形状が複雑化していくと、各面情報を表現するため、ポリゴンが細かくなります。
細かいほど高精細なデータですが、その分データ容量は大きくなっていきます。
形状を構成する点はそれぞれ位置情報を有しており、それらをつなげることで形状を表現しているため、STLデータはハリボテのデータになっています。
ソリッドモデルの様に内部情報が無いので、STLデータのままCADソフトで扱うことは難しいです。
ですが、CGソフトでは点群データを使ってモデリングを行うのでSTLを読み込んでそのまま編集することが可能な場合が多いです。
データ作成~3Dプリンタで出力する流れ
もう何度もお伝えしているのでご存知の方も多いかもしれませんが、CADソフトやCGソフトを使って作成したモデルデータを3Dプリンタで出力する場合
①作ったモデルデータをSTLデータのファイルとして別途保存します。
②作成したSTLデータをスライサーソフトと呼ばれる3Dプリンタ用データを作成するソフトへ読み込みます。
③読み込んだSTLデータを元に、ソフト側でモデルデータを設定したピッチで輪切りにして3Dプリンタ出力用のデータを作成します。
④3Dプリンタへ読み込ませ、実際に出力を行う。
という流れで実際にプリントしていきます。
「3Dプリンタで出力する=内部が詰まった立体物が出来上がる」のにデータはハリボテのSTLデータなの?と思った方!いい着眼点ですね。
形状を作るにあたっては、外形を構成する情報が重要となるため、内部情報はあまり重要ではないのです。
そのため、ハリボテのSTLデータの方が都合が良いのです。
極端な例で言えば、中身が空洞でも、外皮がしっかりしていれば、造形物(モデル)として成り立つように出力できるのが3Dプリンタの強みです。
実際、3Dプリンタで出力する場合、スライスソフトによっては内部充填率を変更できるものがあります。
この充填率は100%にすると、完全に内部が詰まった造形物を作成できます。
逆に、充填率を0%にすると、内部は空洞の造形物を作ることが出来ます。
ただし、3Dプリンタの方式によっては必ず100%充填となる方式も存在します。
それがパウダーベット方式の3Dプリンタです。
パウダーベット方式は材料粉末を敷き詰めて、接合剤やレーザー溶融結合によって造形する方式です。
サポート材が不要な反面、内部も材料粉末が詰まった状態で出来上がる為、パウダーベット方式で作成した造形物は必ず内部充填100%で出力されます。
また、指向性エネルギー堆積法でも基本的には充填率が100%となります。
ただし、指向性エネルギー堆積法による造形は主に補修や形状追加といった側面が強いため、他の積層造形とは毛色が異なりますが出来上がるものとしては充填100%となります。
充填率0%で作ろうと思った場合は、光造形方式(SLA)の3Dプリンタであれば可能です。
材料液槽に対して吊り下げ式で必要な部分だけを硬化させながら作るため、内部が空洞であっても形状として成り立つ場合は出力ができます。
材料押出方式(FDM/FFF)でも可能ですが、上に積み上げていく性質上、空中に線を引くような形状は支えが無いと落ちてしまう為、光造形方式の様に安定して造形は出来ません。
充填率を100%に近い数値にすることで、内部が詰まっていくので強度が増します。その分、造形物の重量は増えていきます。
充填率を下げると内部に空洞が増えるので、軽量化が可能ですががその分強度が下がります。
また、材料の使用量も変わってくるため、充填率を下げれば、材料費が下がります。
様々な条件を考慮して、内部充填率を設定することで、コストも考慮しながら、強度を持たせた造形物を作ることが可能です。
機械的応力が掛からないのであれば、内部充填率は20~30%ほどあればFDM方式でも積み上げる際の造形不良を防ぎながら、比較的安価で軽量な造形物を作成することができるでしょう。
固定治具など強度が求められる場合も安直に100%充填にするのではなく、70~80%でも十分な強度を得られる場合もあります。スライサーソフトの設定によっては必要な部分だけ充填率を上げることも出来ますので、お使いのスライサーソフトの機能と相談しながら作るのが良いと思います。
自分の造ったデータを出力依頼する場合
上記で出力までの流れをご紹介してお分かりと思いますが、作った3Dデータをプリントアウトしたいと思った場合はSTLデータが必要です。
なので、弊社を含む3Dプリントサービスを行っている会社へ出力依頼を行う場合、STLデータを準備していただければ、出力までスムーズに段取りが進みます。
ただし、データチェックの際に薄板であったり、細い柱や穴、下に支えの無い梁など、造形中や後処理工程において破損する可能性がある形状が含まれる場合、形状修正をお願いする場合もあります。
例えば人型モデルの場合、髪の毛、指先、衣服の装飾やピンヒールなど、スケールによっては腕や足なども怪しい場合があります。
治具などの場合では、径が2mm以下の柱や穴、片持ち梁状の形状などは造形不良の原因となりやすいです。
御自身での修正が難しい場合、出力サービス側で形状の修正を代行するサービスを行っている会社もありますので、依頼先へご相談下さい。
専用工具や治具を3Dプリンタで出力する場合、従来の加工に囚われない造形が可能なので、機能的に本当に必要な形状や構造を中心にモデルを構成することを気を付けると良いと思います。従来の加工機で作る場合は”本当はここに肉厚要らないんだよなぁ…”や”ここ本当は埋まっててほしいんだけど工具の制約で…”といった部分が3Dプリンタでの造形では解決する場合が多いです。また、複数のパーツによって構成されていた部品も組み合わさった状態で一つの部品として出力することも可能な場合があります。
弊社の場合、データ製作から承るサービスを展開しておりますので、使用用途や形状などによっては既存工法で製作した方がコストで有利になる場合、3Dプリンタによる出力に限らない提案をさせていただきます。
3Dプリントには無くてはならないSTLデータ
さて、STLデータのお話から3Dプリントのお話までまとめさせていただきましたが、STLデータだけに注目すると、『3Dデータ形式のひとつ』という程度の認識で問題ありません。3Dプリントを行う上で広く使われており、知っておいて損の無いデータ形式ですので、無駄になるかもしれませんが、知識として持ち帰って頂ければと思います。
しかしながら、自分でデータ作成からするのはハードルが高い…という方へ
弊社では3Dデータ作成から出力まで、ワンストップで対応可能です。
詳しくは3Dデータ作成サービスの紹介ページをご覧ください。
まずはお話だけでも聞かせてください!
ご相談・お見積りは無料にて対応しております。
それでは、今回はこの辺りで失礼します。
最後まで読んでいただき、誠にありがとうございました。
By M.I

岸 竜也 (きし たつや)
株式会社キシテック 代表取締役
3Dプリンターを使ったモノづくりを提案しています。
機械設計を生業としてきたため、設計力に自信があります。
様々な分野から、試作品等の依頼を受け、製品化のお手伝いを多数してきました。
手書きの絵から、3Dデータを起こして、3Dプリントすることも。
自身も設計のみならず、機械加工、機械板金加工、溶接などのモノづくりを経験してきた実績があり、いろいろモノづくりを相談出来ます。
現在は石川県工業試験場様や、ISICO(石川県産業創出支援機構)様、JAIST(北陸先端科学技術大学院大学)様、石川工業高等専門学校様などと、繋がり多方面での対応が可能です。





