
アジリスタ3100の実験
キシテックでは日々、様々なお客様からのご依頼で3Dプリント出力を行っております。ご依頼の中には精度が求められるものもありますので、その場合は「アジリスタ3100」を使用して出力を行っております。
「アジリスタ3100」はキーエンス社が開発したインクジェット方式の3Dプリンタで、積層ピッチ0.015mm(15μm)の精度で多数のノズルで広い面を一度に出力することができる為、家庭用の3Dプリンタと比較して高い精度で出力が可能です。
実際にこの3Dプリンタで出力した出力物と、設計上の3Dモデルにどの程度誤差があるのか?という疑問を解消する為に、簡単な3Dモデルを作って出力をして計測したいと思います。
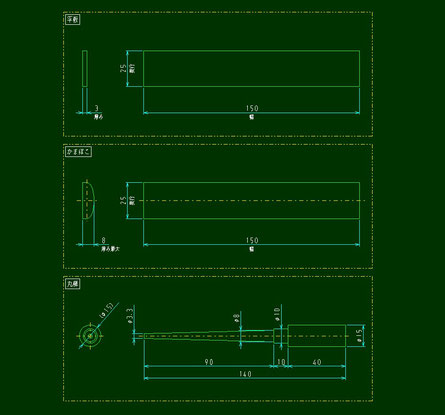
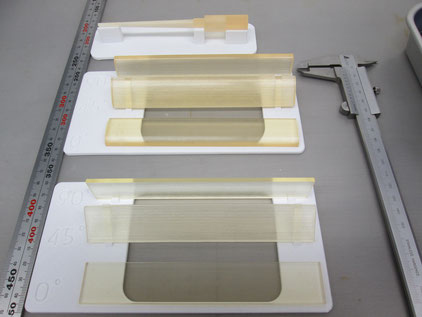
今回出力する物は3mm厚の長方形の平板と、それに半分に切った楕円を乗せたようなかまぼこの板状2種に加え、段付された爪楊枝の様な丸棒1種の計3種類を出力していきます。
板状の2種類は角度違いで各3枚ずつ出力して、見た目や形状にどれくらい差が出るのかを比べてみます。
角度は切り良く0°、45°、90°に設定。
見事なまな板とかまぼこですが、3Dモデルにすると
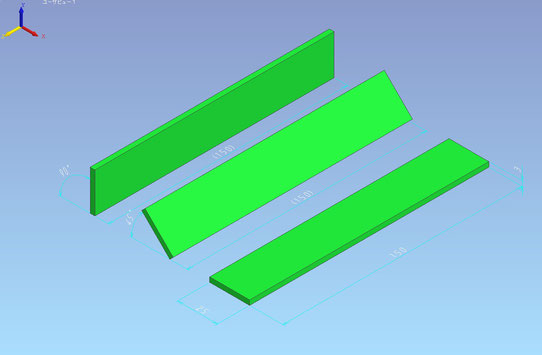
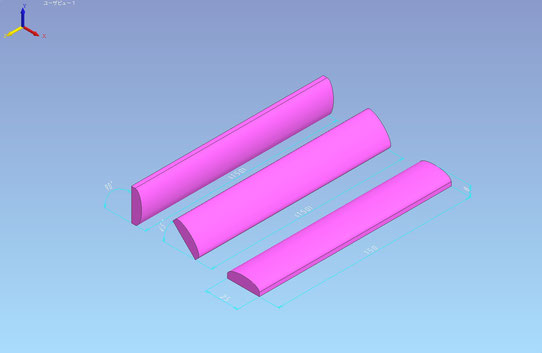
こんなものになります。
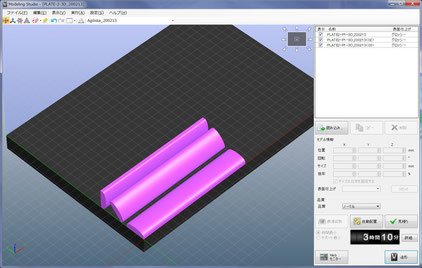
作った3Dモデルをアジリスタ付属のソフトでアジリスタが3Dプリント出力ができるデータに変換していきます…
↓付属ドライバ「Modeling Studio」
ーーーアジリスタ出力中ーーー
ーーー出力完了ーーー
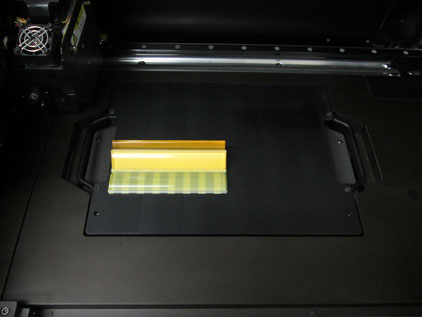
これで、3Dプリンタの出力は終了です。後は出来上がった物を見比べていきます…
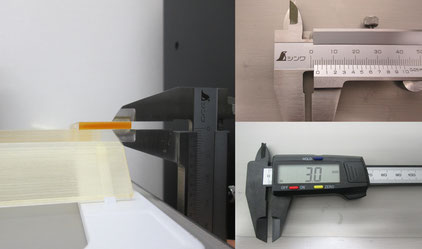
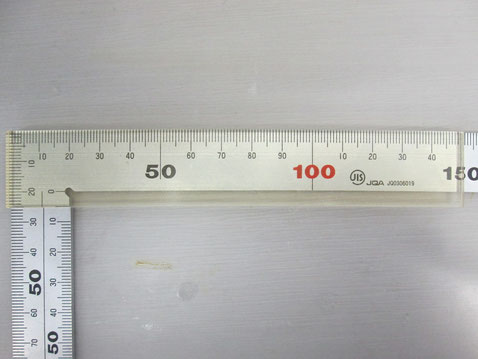
上の2次元図面で描いた寸法通りに3Dモデルを作成しましたが、ノギスを使って実測してみると…
平板 理想 150.00×25.00×3.00(mm)
0° 150.10×25.00×3.00
45° 150.20~149.85×25.25~24.9×3.05~3.00
90° 150.20×24.90×3.00
カマボコ 理想 150.00×25.00×8.00(mm)
0° 150.15×25.15×8.05
45° 150.25~149.95×25.05~24.9×8.05~8.00
90° 149.95×24.95×8.10
丸棒 理想 φ3.30,φ8.00,φ10.00,φ15.00 90.00+10.00+40.00=140.00(mm)
現物 φ3.25,φ8.00,φ9.95,φ14.95 90.05+10.05+40.00=140.10
と、こんな結果になりました。
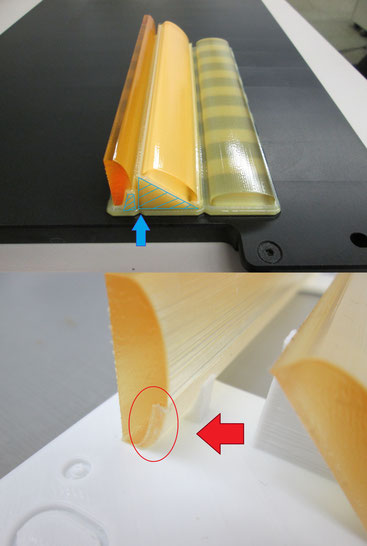
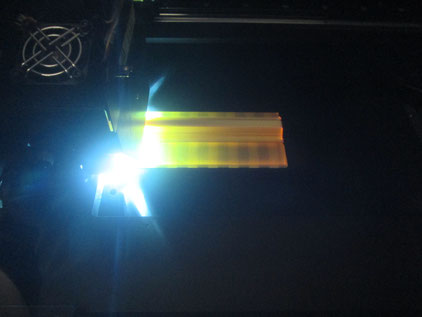
平板45°だけ範囲があるのは左上の画像で青矢印部分、かまぼこの下に挟まってる白い塊がサポート材(プリント中に出力物が倒れたり、形状が崩れたりしないようにするための補助素材)で、これと接していた部分がうっすらと痩せてしまい、接している面が多い45°の板は全体的に痩せている部分と普通に出力された部分で寸法が変わっているからです。
左下の画像赤矢印部分がサポート材に接していた部分で、これは90°の板下方に顕著が極小ですが段差が顕著に出ています。45°の方はさほど顕著な段差ではありませんが似たような段差が全体に広がってます。
痩せて目減りした箇所の寸法誤差は大したものではないのですが、サポート材と接しない箇所は光沢があるつるつるとしたグロス調になっているのに対し、接していた箇所は光沢の少ないざらついたマット調になるので、手触りや透明度の違いが気になる場合は出力方法に工夫をする必要があります。
段差を出さないように造形する際は、出力部分全体を覆うようにしてサポート材を出力するか、出力物の出力方向を考えて造形する必要があります。(接している部分が痩せてしまうのは素材の特性なので避けられない為、全体を覆うと全体的に痩せてしまうのは避けられませんが…)
透明度の違いについては、下の画像2枚の比較で分かる様に、広い面を基準面と平行に造形した0°の平板と、45°に傾けて造形した平板ではかなりの違いがあるのが見て取れると思います。これだけ差があるのは、下面すべてがサポート材に接する45°の板は、片面が透明、もう片面は半透明のような板になっている事と、基準面に対し角度をつけた面の方が積層痕が出やすいという特徴が相まって透明度に差が出ている様です。
↓平板0°の透明度
平板45°の透明度↓


丸棒も板と同様にサポートが接している部分と接していなかった部分で段差が出来てしまい、若干歪な円になってしまいました…触ってみると円形の部分が綺麗に出ている分、顕著に段差の感触を感じます…
φ15の端面を基準に立てて出力すれば綺麗に出力できるかもしれませんが、全体をサポートで覆った方が製造にかかる時間が短縮できるので、基本的にはサポート材無しで作れないものは、形状に関わらずサポート材で覆ってしまった方が良いのかも知れないですね。(アジリスタの出力方法は幅や奥行よりも高さ方向の距離が製造時間に影響しやすいです)
また、画像では見え難いのですが、細くなっている方の先端が段差が出来ている面と逆の方向にわずかに反ってしまっているので、次の機会に反りを軽減できる形状で造形を掛けなおして再検証します。
うーん…、いくつか出力して測ったり見比べたりとしましたが、角度の違いで見た目の透明度こそ変化があるものの、かまぼこや丸棒の曲面の形状も想定していた通りに出力できました。各寸法についても想定内の誤差で出力できていましたが、やはりサポート材の有無で寸法に差が出てくるのは気になる所です…。これからも出力時には細心の注意を払って設定をしていかねば…と思った次第です。
新しく3Dプリンタ を導入した際には、同じ形状でどれだけ「アジリスタ3100」と差があるのか検証していきたいですね。
O.J
(こちらの記事は旧HPにて2020/02/25に投稿したブログ記事を再編して掲載しております。)

岸 竜也 (きし たつや)
株式会社キシテック 代表取締役
3Dプリンターを使ったモノづくりを提案しています。
機械設計を生業としてきたため、設計力に自信があります。
様々な分野から、試作品等の依頼を受け、製品化のお手伝いを多数してきました。
手書きの絵から、3Dデータを起こして、3Dプリントすることも。
自身も設計のみならず、機械加工、機械板金加工、溶接などのモノづくりを経験してきた実績があり、いろいろモノづくりを相談出来ます。
現在は石川県工業試験場様や、ISICO(石川県産業創出支援機構)様、JAIST(北陸先端科学技術大学院大学)様、石川工業高等専門学校様などと、繋がり多方面での対応が可能です。


キシテックは3D-CADデータ&3Dプリント(造形)の 専門家 ‼")


